





熱間鍛造加工技術:プロセス、メリット、応用例
 2026.03.27
2026.03.27
 業界のニュース
業界のニュース
熱間鍛造とは何か、そしてなぜそれが重要なのか
熱間鍛造は、金属ビレットを再結晶温度以上に加熱し、金型を使用して高い圧縮力をかけて成形する金属成形プロセスです。 温度の上昇により金属の降伏強度が低下し、より低いプレストン数で複雑な形状を形成できると同時に、材料の機械的特性が向上します。 棒材からの鋳造や機械加工とは異なり、熱間鍛造では金属の粒子構造が微細化され、その結果、より強く、より靭性があり、より耐疲労性のある部品が得られます。
このプロセスは現代の工業生産の基礎です。自動車のドライブトレイン部品から建設重機や流体制御システムに至るまで、熱間鍛造は、要求の厳しい用途に必要な寸法精度、構造的完全性、材料効率の組み合わせを実現します。熱間鍛造加工技術の基礎を理解することは、エンジニアや調達専門家が重要なコンポーネントの製造方法を選択する際に、より適切な意思決定を行うのに役立ちます。
熱間鍛造プロセス: ステップバイステップ
完全な熱間鍛造生産サイクルには、厳密に制御されたいくつかの段階が含まれます。各ステップは、最終部品の寸法精度、表面品質、機械的性能に直接影響します。
ビレットの準備と加熱
原材料は、まず鋸引きまたはせん断を使用して正確な重量に切断されます。次に、ビレットは誘導炉またはガス加熱炉で最適な鍛造温度範囲 (通常は 炭素鋼および合金鋼の場合は 950°C および 1,250°C 、合金組成に応じて異なります。ビレット断面全体にわたる均一な温度分布が重要です。加熱が不均一であると、完成部品に内部応力、表面亀裂、または不均一な粒子の流れが発生する可能性があります。
金型の設計とツーリング
ダイセットは熱間鍛造作業の中心です。金型は高合金工具鋼から精密機械加工されており、極端な熱サイクルや製造時の機械的衝撃に耐えられるよう熱処理が施されています。マルチインプレッションダイは、ビレットを一連のプリフォーム、ブロッキング、仕上げキャビティに導き、金属を段階的に成形し、バリの形成を制御します。適切な金型設計により、材料の流れ、パーティング ラインの位置、抜き勾配、生成される余分なバリの量が決まります。
鍛造とバリ除去
加熱されたビレットは金型に配置され、部品の形状や材料に応じて通常は数百トンから数千トンの制御された力で叩かれたり、プレスされます。金属が流れて金型のキャビティを満たし、余分な材料がパーティング ラインの周囲にバリとして排出されます。その後、バリがトリミング プレスで除去され、部品は次の段階に進みます。
熱処理
鍛造後の熱処理 (焼きならし、焼きなまし、焼き入れ、焼き戻しなど) は、残留応力を軽減し、望ましい硬度と靱性プロファイルを確立するために使用されます。特定のサイクルは、合金グレードと最終用途の機械的特性要件に基づいて選択されます。
加工・検査
ほとんどの熱間鍛造では、座面、穴、ねじ部の寸法公差を厳密に達成するために仕上げ加工が必要です。 CNC ターニング センターとマシニング センターは、高精度で材料を除去します。最終検査には、寸法測定、硬度検査、内部欠陥の超音波検査、および梱包および出荷前の表面品質評価が含まれます。
他の方法と比較した熱間鍛造の主な利点
熱間鍛造は、多くの応用分野において、鋳造、冷間鍛造、中実棒からの機械加工と競合します。以下の表は、熱間鍛造が明確な利点を持っている箇所をまとめたものです。
| 比較係数 | 熱間鍛造 | キャスティング | バーからの機械加工 |
|---|---|---|---|
| 粒子構造 | 洗練された方向性のある | 粗い、ランダム | 圧延されたままの状態 |
| 引張強さ | 高 | 中等度 | 中等度 |
| 気孔率のリスク | 非常に低い | 高 | 低い |
| 素材の活用 | 高 | 中等度 | 低い (high scrap) |
| 工具コスト | 中等度 to high | 中等度 | 低い |
| 数量当たりの単価 | 低い | 低い to moderate | 高 |
熱間鍛造の最も重要な、しかし見落とされがちな利点の 1 つは、 連続的な穀物の流れ それは部品の輪郭に沿っています。この方向性のある結晶粒構造により、疲労寿命と耐衝撃性が大幅に向上します。これらの特性は、使用中に繰り返し荷重や衝撃力を受けるコンポーネントに不可欠な特性です。
熱間鍛造で使用される一般的な材料
熱間鍛造は、幅広い鉄合金および非鉄合金と互換性があります。材料の選択は、機械的要件、動作環境、アプリケーションのコスト目標によって異なります。
- 炭素鋼 (AISI 1035、1045 など): 鍛造性が良く、コストパフォーマンスに優れているため、汎用構造部品や伝動部品などに広く使用されています。
- 合金鋼 (例: 42CrMo4、40Cr): 強度、靱性、熱処理後の硬化性の向上が必要な高応力用途に最適です。
- ステンレス鋼 (例: 304、316、17-4PH): 特に流体処理装置や化学処理装置など、耐食性が必要な部品に選ばれています。
- チタンおよびアルミニウム合金: 強度対重量比が最重要である航空宇宙および重量に敏感な自動車用途で使用されます。
- ニッケル基超合金: ガスタービンエンジンコンポーネントなどの極端な温度環境用に予約されています。
鍛造温度ウィンドウは合金ごとに正確に制御する必要があります。過熱すると粒子の成長や酸化が生じる可能性があり、一方、加熱が不十分だと金型の摩耗が増加し、亀裂のリスクが高まります。
熱間鍛造部品の産業用途
熱間鍛造加工技術によって達成可能な機械的特性により、熱間鍛造加工技術は、安全性が重要かつパフォーマンスが重要な部品の製造ルートとして、複数の業界にわたって推奨されています。
自動車および商用車
熱間鍛造は、パワートレインおよびシャーシコンポーネントの生産の主流を占めています。 車両用トランスミッションシステム鍛造品 ギア、シャフト、フランジ、ヨークなどの部品は、寸法安定性を維持し、数百万回の負荷サイクル下でも疲労に耐える必要があります。熱間鍛造は、これらのコンポーネントに要求される結晶粒の完全性と強度対重量比を実現します。大型トラック用のフィフスホイールとトラクションシートコンポーネントも同様に要求の厳しい用途であり、材料の破損は許容されません。
建設機械・土木機械
エンジニアリング機械鍛造品 掘削機、クレーン、ローダー、道路建設機器で広く使用されています。これらのコンポーネントは、高い動的負荷、摩耗性の動作環境、および重大な衝撃力に耐えます。熱間鍛造は、この分野の耐用年数の期待を満たすために必要な構造密度と靭性を提供します。
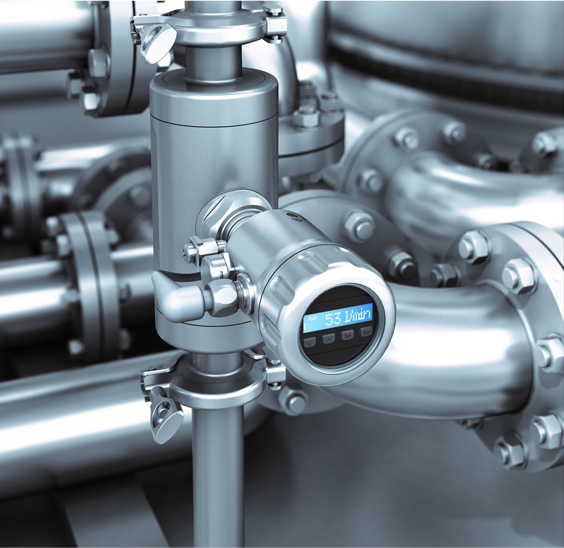
流体およびポンプ システム
バルブ本体、ポンプ ハウジング、および流量制御コンポーネントは、熱間鍛造によって鋳造品の悩みの種である内部気孔が除去されるため、熱間鍛造の恩恵を受けます。高圧流体システムでは、繰返し圧力負荷がかかると、わずかな気孔でも亀裂に広がる可能性があります。鍛造流体コンポーネントは、鋳造代替品と比較して優れた耐漏れ性と長いサービス間隔を提供します。
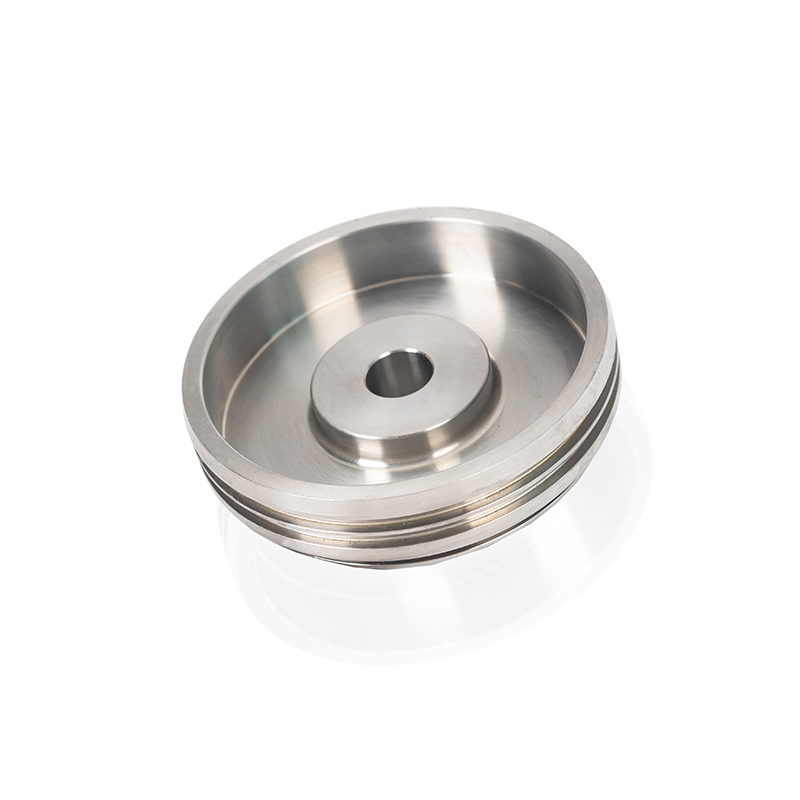
産業用計装およびエネルギー
精度 鍛造部品 産業用計装、石油およびガスのインフラストラクチャ、発電設備全体に見られます。ステンレス鋼とニッケル合金を鍛造できるため、腐食性や高温の使用条件にもプロセスの適用可能性が広がります。
熱間鍛造製造における品質管理
仕様を一貫して満たす熱間鍛造品を製造するには、最終検査時だけでなく、生産チェーン全体にわたって品質システムを組み込む必要があります。大手メーカーは次の管理措置を統合しています。
- 入荷した材料の検証: 生産に入る前に、原料に熱が入るたびに化学組成分析と硬度試験を行います。
- 炉温度監視: 継続的な熱電対測定とデータロギングにより、ビレットが上限を超えることなく目標温度に到達し、維持されることを保証します。
- 初品および工程中の寸法チェック: 金型のセットアップ時および定期的な生産間隔で三次元測定機 (CMM) を検査し、工具の摩耗を早期に発見します。
- 非破壊検査 (NDT): 超音波検査と磁粉検査により、表面には見えない内部の空隙、ラップ、または継ぎ目を検出します。
- 機械的特性の検証: 各製造ロットから抽出された鍛造品のサンプルに対する引張、降伏、伸び、および衝撃エネルギーの試験。
- トレーサビリティ: 未加工のビレットの熱数から完成部品に至るまで、材料とプロセスの完全なトレーサビリティにより、現場で問題が発生した場合の迅速な根本原因分析が可能になります。
品質保証基準 有能な鍛造メーカーは、自動車サプライチェーン向けの IATF 16949 や一般産業用途向けの ISO 9001 など、国際的に認められたフレームワークに準拠する必要があります。これらの基準を一貫して遵守するかどうかが、信頼できる鍛造サプライヤーと、生産工程全体での品質パフォーマンスが予測不可能な鍛造サプライヤーを分けるものです。
鍛造部品の品質不良による長期的なコスト(保証請求、現場での交換、風評被害)は、検査基準の緩和による短期的な節約をはるかに上回ります。 したがって、文書化され監査可能な品質システムを備えたメーカーを選択することは、プレス能力や材料能力を評価することと同じくらい重要です。











当社の製品には、主に、自動車産業、建設機械産業、工業用計器産業、流体機器産業向けの偽造コンポーネントの生産が含まれます。中国の部品メーカーと偽造コンポーネントソリューションプロバイダーの育成。
お問い合わせ
-
Address:No. 5 Junrong Road、Daitou Town、Liyang City、江蘇省、中国
-
Tel:+86-18112316383
