





カスタムステンレス鋼鍛造: グレード、プロセス、サプライヤーガイド
 2026.05.27
2026.05.27
 業界のニュース
業界のニュース
ステンレス鋼には、通常の炭素鋼に比べて利点が組み込まれています。クロム含有量が約 10.5% であるため、表面が酸素にさらされるたびに自己修復酸化層が形成されます。鍛造はその利点をさらに活かします。このプロセスでは、高温で圧縮力を加えることで内部結晶粒構造が微細化され、気孔が閉じられ、完成品の輪郭に沿った連続的な結晶粒の流れが生成されます。その結果、棒材からの鋳造や機械加工によって製造されたコンポーネントよりも強度と耐疲労性が大幅に向上したコンポーネントが得られます。また、カスタムのステンレス鋼鍛造により、あらゆる幾何学的および材料の変数をアプリケーションの要求に正確に合わせることができます。
ステンレス鋼の鋳造や機械加工よりも鍛造の方が優れている理由
鋳造では、収縮ボイド、偏析、等方性のランダムな結晶粒構造が導入されます。つまり、機械的特性がどの方向でもほぼ等しいということです。実際の荷重がすべての方向に均等にかかることはほとんどないことを理解するまでは、これは良いことのように聞こえます。バーまたはプレートからの機械加工はよりきれいですが、木目線に沿ってではなく、木目線を横切って切断するため、フィレットやボアなどの応力集中部での疲労強度が低下します。
カスタム鍛造は両方の問題を解決します。圧縮変形により、部品の形状に沿って (フランジ肩の周囲、シャフトに沿って、バルブ本体を通る) 粒子の流れが整列するため、応力が最も高い場所で金属が最も強くなります。 引張強さ、降伏強さ、耐衝撃性がすべて向上します。 多くの場合、同等の鋳造または機械加工部品と比較して 20 ~ 30% 異なります。周期的な負荷、圧力、または腐食性媒体の下で動作するコンポーネントの場合、そのマージンは耐用年数の延長と交換コストの削減に直接つながります。
ステンレス鋼に耐食性を与える酸化層も鍛造によって強化されます。変形により、孔食や隙間腐食の開始点として機能する表面レベルの欠陥が閉じられ、その後の熱処理を正確に指定して、対象環境に合わせて不動態皮膜を最適化できます。
鍛造品に適したステンレス鋼グレードの選択
グレードの選択は、パフォーマンスとコストの両方に最も影響を与える単一の決定です。鍛造性、耐食性、機械的特性は、ファミリーによって大きく異なります。を参照してください。 鍛造材、種類、選び方の完全ガイド 合金族の詳細な分類については、以下の表は、最も一般的な鍛造ステンレス グレードとその主な使用例をまとめたものです。
| グレード | 家族 | 主な特徴 | 代表的な用途 |
|---|---|---|---|
| 304/304L | オーステナイト系 | 良好な一般耐食性、優れた成形性 | 食品加工、サニタリー器具、一般産業用 |
| 316 / 316L | オーステナイト系 | モリブデンの添加により、耐塩化物性および耐酸性が向上します。 | 船舶、化学処理、製薬、バルブ本体 |
| 410 / 420 | マルテンサイト系 | 熱処理後の硬度が高く、適度な耐食性 | ポンプシャフト、バルブステム、切削工具、ファスナー |
| 2205 デュプレックス | デュプレックス | 316Lよりも高い降伏強度、優れた耐塩化物SCC性 | 石油・ガス、海水淡水化、紙パルプ装置 |
| 2507 スーパーデュプレックス | スーパーデュプレックス | 最大の耐食性、非常に高い強度 | 海底コンポーネント、積極的な化学サービス |
| 17-4PH | 析出硬化 | 高強度、良好な耐食性、時効硬化性 | 航空宇宙、防衛、高負荷機械部品 |
塩化物応力腐食割れが懸念される流体ハンドリング部品の場合、316L が最低限の選択肢です。デュプレックスグレードは、使用条件が厳しい場合には追加の材料コストを支払う価値があります。私たちのを参照してください 304L および 316L 鍛造ステンレス鋼継手本体 これは、グレードの選択がどのように生産部品のアプリケーション要件に適合するかを示す実際の例です。
カスタムオープンダイ鍛造とクローズドダイ鍛造: どちらのプロセスがあなたの部品に適合するか
どちらのプロセスも加熱されたステンレス鋼ビレットから始まりますが、完成した形状に至るまでの経路は大きく異なります。
自由型鍛造 ワークピースを完全に囲わない、平坦または単純な輪郭のダイを使用します。オペレータは、プレスストロークの間にビレットを操作して、目標形状を達成します。これにより、リング、ディスク、シャフト、ブロックなど、構造の完全性よりもニアネット シェイプの重要性が低い、大型、重量、または幾何学的に単純な部品に対してプロセスが非常に柔軟になります。これは、小規模から中量の生産や、クローズド ダイへの工具投資が法外に困難な大型コンポーネントの場合に推奨されるルートです。
密閉型鍛造 (印象型鍛造とも呼ばれます) は、完成部品の正確な形状にキャビティを含む一致した金型を使用します。圧力下で金属がキャビティに充填され、厳しい寸法公差と優れた表面の一貫性が得られます。このプロセスは、複雑な形状、大量生産、二次加工を最小限に抑える必要がある部品に適しています。一般的な例としては、バルブ本体、フランジ、トランスミッション部品、計器ハウジングなどがあります。
この 2 つの間の決定は、部品形状の複雑さ、必要な寸法公差、投影体積という 3 つの変数によって決まります。経験豊富な鍛造パートナーは、部品ごとのコストとリードタイムの両方に直接影響する金型設計に取り組む前に、3 つすべてを評価します。
カスタムステンレス鋼鍛造品の主要産業と用途
強度、耐食性、設計の柔軟性の組み合わせにより、鍛造ステンレス鋼は、機器のダウンタイム、安全上のリスク、または製品の汚染など、故障が発生するとコストが高くつくあらゆる環境においてデフォルトの選択肢となります。
- 石油、ガス、エネルギー: 高圧下で動作し、腐食性の生産流体と接触するバルブ本体、ポンプインペラ、コンプレッサーコンポーネント、坑口継手。デュプレックスおよびスーパーデュプレックスグレードがこの分野を支配しています。
- 流体処理およびプロセス機器: ポンプシステムとバルブシステム全体にカスタム鍛造品が使用されています。のような製品 流体機器用鍛造ステンレス鋼スピンドルおよびスプリングテンショナー部品 そして プラグバルブステムとステンレス鋼バルブコンポーネント 制御された鍛造によって達成可能な精密部品の範囲を実証します。
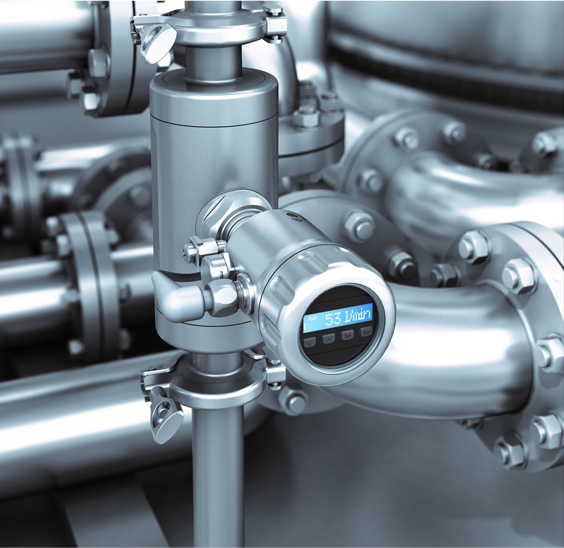
- 産業用計装: 圧力トランスミッター本体、センサーハウジング、およびリモートシールフランジには、サイクル圧力下で漏れのないシールを維持するための寸法精度と表面の完全性が必要です。オーステナイト系グレードは、その非磁性特性により、ここでは標準です。
- エンジニアリングおよび建設機械: 高負荷の機械部品 (フック、ドライブ カップリング、ギアボックス要素) は、特に屋外や海洋環境において、鋳造代替品よりも鍛造ステンレスの優れた耐疲労性の恩恵を受けます。
- 食品、飲料、医薬品: 衛生継手および処理コンポーネントは、厳格な清浄度基準を満たさなければなりません。鍛造 304L または 316L の滑らかで欠陥のない表面は、鋳造品の多孔性によって生じる可能性のある細菌の温床サイトを排除します。
- 海洋および海洋: 海水にさらされるハードウェア、ファスナー、構造用フィッティングには耐塩化物性が必要ですが、設計耐用年数にわたって確実に提供できるのは 316L または二相ステンレス鍛造材だけです。
品質基準とコンプライアンス
鍛造ステンレス鋼部品の調達は、確立された業界基準を常に参照する必要があります。 ASTM A473 これは、一般用途および低温または高温使用向けのオーステナイト系、二相ステンレス鋼、フェライト系、およびマルテンサイト系ステンレス鋼の鍛造品を規定する主要な仕様です。これは、部品の重量に基づいて、化学組成の制限、機械的特性の要件、熱処理手順、および引張試験プロトコルを定義します。この基準に準拠するサプライヤーは、原材料から完成した鍛造品に至るまでのトレーサビリティを証明する必要があります。仕様の全範囲を直接確認できます。 ASTM A473 ステンレス鍛造品の標準仕様 ページ。
材料基準を超えて、品質を重視するバイヤーは、文書化された品質管理システムの証拠として ISO 9001 認証と、超音波検査、染料浸透検査、寸法レポートなどの第三者検査機能を求める必要があります。圧力を含むコンポーネントの場合、PED (圧力機器指令) への準拠または同等の地域認証が必要な場合があります。
材料のトレーサビリティ(出荷された鍛造品を完全な工場認証を取得した鋼の比熱に結び付ける機能)は、規制された業界では交渉の余地がありません。将来のサプライヤーに、注文前にこの保管過程をどのように文書化して維持しているかを尋ねてください。
カスタムステンレス鋼鍛造サプライヤーに求めるもの
ステンレスに関しては、すべての鍛造工場が同じというわけではありません。この合金は炭素鋼よりも加工が非常に難しく、より高い鍛造温度を必要とし、金型の設計や潤滑の影響を受けやすくなります。ステンレス専門の経験のないサプライヤーは、表面の亀裂、寸法のばらつき、または不適切な結晶粒の微細化など、一貫性のない結果を生み出しますが、それらは部品の使用後に初めて明らかになります。
次の基準に基づいて候補者を評価します。
- 素材範囲: 二相合金や析出硬化合金など、必要な特定のグレードを鍛造できますか?ウェブサイト上の長い材料リストよりも、工場認定を取得して確認された機能の方が価値があります。
- エンジニアリングサポート: 有能なサプライヤーは、お客様の図面を確認し、ダイのパーティング ラインの配置、抜き勾配、ニアネット シェーピングによる材料の節約についてアドバイスできるはずです。見積もり段階でのこのエンジニアリング対話により、後から費用のかかる修正が発生するのを防ぎます。
- 社内での加工と仕上げ: 単一の施設で鍛造と機械加工ができるサプライヤーは、取り扱いを削減し、リードタイムを短縮し、エンドツーエンドの寸法責任を維持します。
- 高品質のドキュメント: 完全な材料トレーサビリティ、熱処理記録、機械的試験レポート、および寸法検査データは、追加物ではなく標準的な成果物である必要があります。
- 能力とリードタイム: カスタム プログラムの場合は、完全な生産金型への投資を開始する前に、プレストン数の範囲、一般的な生産リード タイム、プロトタイプの金型が利用可能かどうかを確認してください。
サプライヤーの評価プロセスをガイドするための詳細なフレームワークについては、次のリソースを参照してください。 カスタム金属鍛造サプライヤーを評価して選択する方法 。適切な製造パートナーは、指定どおりに機能する部品を、品質システムに必要な文書とともにスケジュールどおりに納品することで、単価だけでなく総所有コストを削減します。












当社の製品には、主に、自動車産業、建設機械産業、工業用計器産業、流体機器産業向けの偽造コンポーネントの生産が含まれます。中国の部品メーカーと偽造コンポーネントソリューションプロバイダーの育成。
お問い合わせ
-
Address:No. 5 Junrong Road、Daitou Town、Liyang City、江蘇省、中国
-
Tel:+86-18112316383
